Recyclable PE Barrier Films Put Sustainability on the Table
Recent step-change advancements in polyethylene (PE) resins for blown films have significantly boosted food packaging barrier film performance while simultaneously breaking down barriers to recyclability, range of use, design flexibility and processability.
The latest high-density PE resins enable the replacement of non-recyclable, multi-material barrier films with recyclable all-PE structures that are thin, light, tough and easy to process. With the resins’ ultra-low moisture vapor transmission rates (MVTR), a wide array of foods that relied on a layer of metallized film now can also transition into recyclable film packaging that is produced on existing equipment.
Once thought impossible to be used in demanding food packaging applications, recyclable mono-material plastic barrier films provide a path for the plastics, packaging, and food industries to close a significant gap in the circular economy.
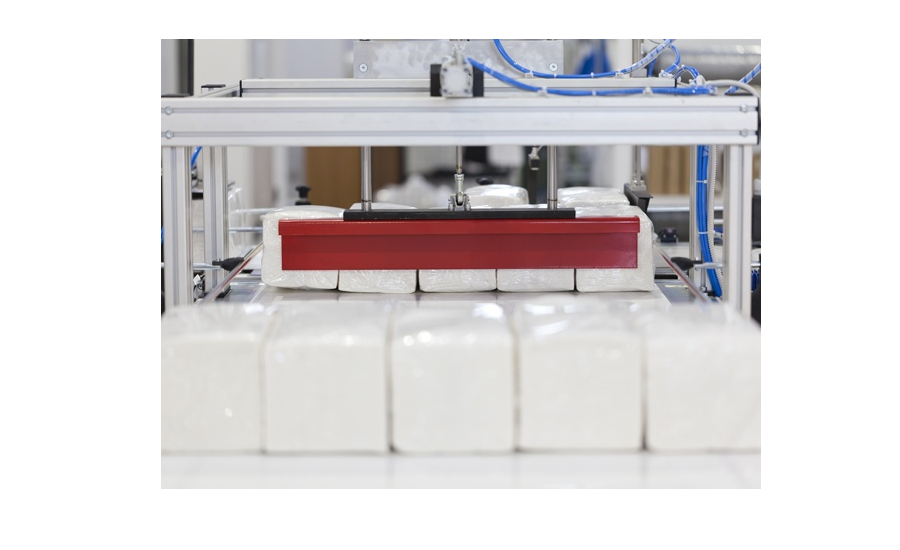
Films with a thinner, simpler structure.
Barrier film structures typically use metallized films to keep moisture in or out as needed and extend the shelf life of food products. These structures are complex, usually consisting of two-film (duplex) or three-film (triplex) laminations of mixed materials. This multi-material composition makes the film difficult to impossible to recycle with conventional technology.
Producing a recyclable barrier film was considered a significant challenge, as the prevailing thought was the film would have to be very thick to get sufficiently high barrier performance. A breakthrough came in 2008 with the introduction of Surpass HPs167-AB PE resin from Nova Chemicals. The second-generation resin that launched in 2021 — Nova Chemical’s Surpass HPs267-AB resin — pushed barrier performance to the next level.
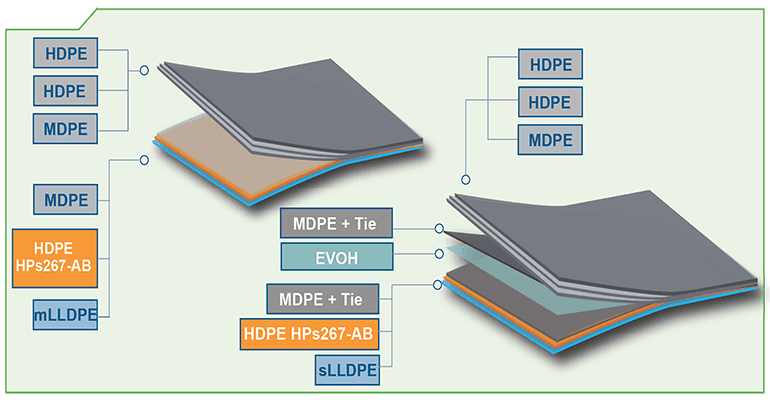
Today’s advanced PE barrier films have a simplified duplex laminate of coextruded PE structure that can now be recycled. Required strength and sealability properties can be dialed in using complementary PE grades surrounding the PE barrier layer. The resulting duplex laminate can replace triplex laminates (PET/MetPET/PE) and can be customized to achieve the required balance of barrier performance, abuse resistance and sealing window.
In addition to consistent moisture-barrier performance across a broad range of processing conditions, the latest PE barrier films have stiffness and heat resistance sufficient to run on traditional packaging equipment and replace PET with appropriate adjustments to the process conditions. They also offer high flex crack resistance and are not susceptible to loss of barrier due to pin holing and abrasion like metallized films can be.
As brands continue moving toward more sustainable packaging, the recyclability of PE barrier films will play an important role in diverting plastic waste from landfill. Packaging developed with these films can meet the requirements of store drop-off recycling programs like How2Recycle and NexTrex that answer growing consumer demand for responsible packaging and brand owner and retailer demand for more high-quality recyclate.
Makers of foods like baking staples, cheeses, meat products, pasta, chips, crackers, and dried fruit that previously had no recyclable flexible packing options now do. A good example is Anita’s Organic Mill, a Canadian manufacturer of organic flour, cereals, and dry mixes.
Recognizing that its non-recyclable paper bags lined with plastic did not align with its commitment of making products that are good for both people and the planet, Anita’s switched to a PE barrier film for its resealable packaging.
The six-layer film structure consists of two films laminated together – a three-layer external print film and a three-layer internal sealant film containing Nova Chemicals high performance PE resins. All of Anita’s nearly 70 retail products are now sold in the recyclable packaging, enabling approximately 300,000 bags the potential to avoid the landfill each year.
Source: https://www.packagingdigest.com/